SOUDAGE À L'ARC À L'ÉLECTRODE ENROBÉE
<= Notes sur les pratiques techniques
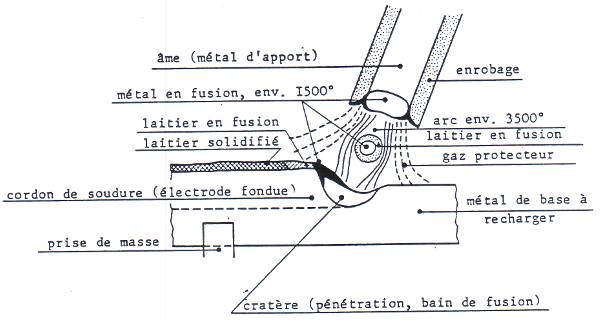
Le
passage d'un courant électrique approprié (alternatif ou
continu, de faible voltage mais de grande intensité, ci. 50 à 600A) dans l'intervalle qui
sépare l'électrode et la pièce provoque la fonte
de l'âme (métal d'apport) et d'une partie de la
pièce. La fusion de l'enrobage crée une atmosphère
gazeuse et un laitier protégeant la
soudure de l'oxydation, tout en facilitant l'amorçage et la
stabilisation de l'arc. procédé universel essentiellement
manuel, il convient pour nombre de matériaux courants: aciers
(non, faiblement ou fortement alliés), nickel, cuivre,
cuproaluminium, etc.
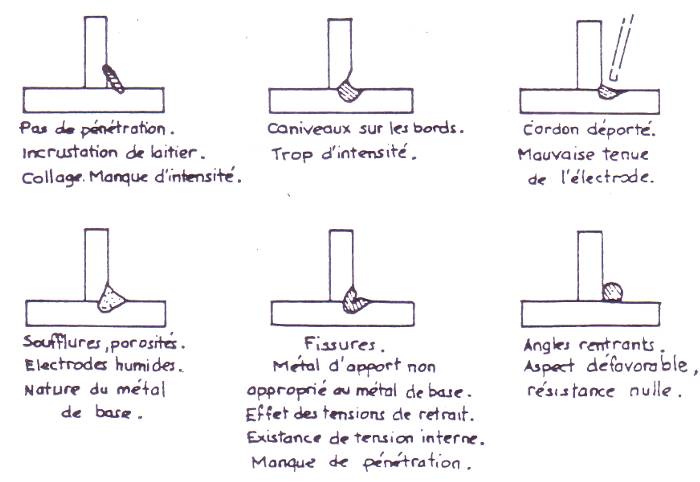
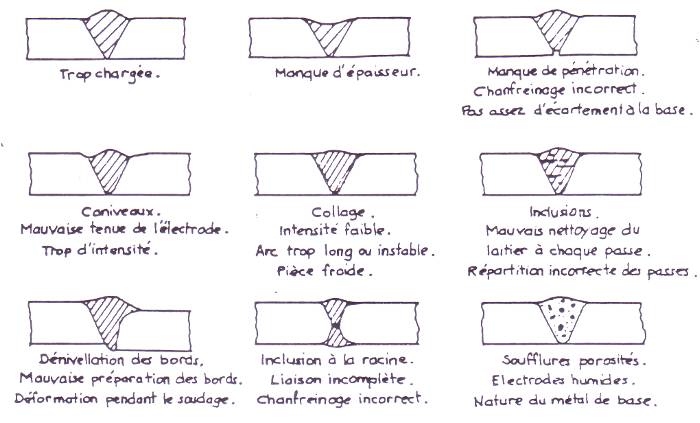
Défauts des soudures
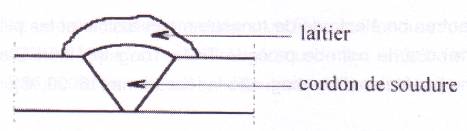
après refroidissement le laitier durci est enlevé avec un pic et une brosse métallique:
Réglage de l'intensité:
- trop faible: Manque de pénétration, risque d'inclusion de laitier
- trop forte: Dépot irrégulier avec projection. Pénétration trop grande, inutile et dangereuse. Caniveaux, cratère déformé
Réglage du courant:
- courant alternatif: 50Hz. Pour acier usuels avec électrodes rutiles
- courant continu: le courant va du + vers le -
- polarité directe: électrode reliée au pôle négatif et la pièce à souder au pôle positif
- Polarité inverse: électrode reliée au pôle positif et la pièce à souder au pôle négatif
Réglage de l'avance:
- trop rapide: fusion irrégulière, dépot déformé, pénétration faible, cratère déformé, caniveaux
- trop lente: dépot trop bombé inesthétique, risque d'effondrement de la pénétration
Défauts des soudures
Soudure bord à bord:
Soudures en angle intérieur: